

В. М. Ионов
Технологии обработки денежной наличности. Бизнес-энциклопедия
5. «Экстра файн» (extra fine – EF). Монеты этого качества были в обращении. Поверхность монет чистая, может сохранить первоначальный блеск; на наиболее рельефных частях изображения видны легкие следы износа; допускаются небольшие царапины, заусенцы, забоины, возникающие в процессе обращения монеты. Монеты «EF» близки по качеству монетам «UC».
6. «Вери файн» (very fine – VF). На монетах этого качества все детали рисунка видны ясно, но не очень резко. Отчетливые следы износа на самых рельефных частях изображения. На поверхности изображения и канте монеты мелкие царапины, выбоины. Например: на голове, изображенной на монете, видны все линии волос, листья венка отчетливо видны; детали короны, бороды, усов видны, но не резко. Брови также могут быть стерты.
7. «Файн» (fine – F). На монетах этого качества есть отчетливые следы износа. Видны царапины, мелкие выбоины. Например: отдельные линии волос на голове, изображенной на монете, не видны; листья венка видны, но совсем гладкие; изображения деталей короны, мантии видны, но отдельные мелкие детали стерты и не видны совсем.
8. «Вери гуд» (very good – VG). На монетах этого качества видны следы значительного износа. На поверхности монеты и канте царапины, выбоины и другие дефекты. Например: от изображения короны, мантии, венка или других наиболее выступающих частей изображения видны лишь отдельные детали. Основание короны гладкое, стертое, детали не видны. Листья венка на голове изображения совсем стерты и почти не различимы.
9. «Гуд» (good – G). Монеты этого качества очень сильно изношены. Видны лишь контуры изображения. Надпись и дату можно прочесть. На поверхности монеты и канте – царапины, выбоины и другие дефекты.
10. Дефектные (бракованные) монеты. К дефектным монетам относятся монеты, имеющие механические повреждения поверхности и канта, значительно ухудшающие внешний вид монеты (глубокие царапины, выбоины, глубокие заусенцы, отслоение металла, надпилы, соскобы, отверстия, следы припоя, следы травления, сильные погнутости и деформации).
В современном монетном производстве в основном применяются такие металлы, как медь, никель, алюминий, олово, цинк, железо. Комбинируя в сплавах их сочетания, получают два основных цветовых ряда: белый (серебряный) и желтый (медный). Монеты первого ряда получают из никеля, алюминия, стали, цинка или медно-никелевого сплава, причем для монет низких номиналов используют недорогие материалы: сталь, алюминий, цинк. Для производства монет высоких номиналов используют чистый никель или сплавы меди (75–80 %) с никелем (20–25 %). Монеты второго ряда имеют более широкий спектр оттенков – от красного (свыше 95 % чистой меди) до светло-желтого (менее 80–90 % меди) в зависимости от состава сплава. В монетах европейских стран наиболее часто применяется сплав из 92 % меди, 6 % алюминия и 2 % никеля. Сплав меди и цинка называется латунью, сплав меди и олова – бронзой, а сплав светло-серого цвета из меди и никеля – мельхиором.
Для экономии дорогостоящих цветных металлов с сохранением антикоррозионных свойств, а также для затруднения подделки в денежном обращении часто применяются не монометаллические, а биметаллические монеты, изготовленные из двух металлов или сплавов. Один из них используется как покрытие или как внешнее кольцо (для монет, состоящих из двух частей, например юбилейной монеты Банка России достоинством в 10 руб.). Для нанесения покрытия применяются два метода: плакировка (когда слой одного металла или сплава наносится на поверхность основы термомеханическим способом горячей или холодной прокатки листов заготовок) и электрогальваника. Второй способ более надежный, но более дорогостоящий и трудоемкий. Поэтому, например, в российских монетах достоинством 5 руб., а также 1 и 5 коп. ранее было применено плакирующее покрытие, а со второй половины 2006 г. плакировка стала применяться и в производстве 10 и 50 коп. В настоящее время в целях экономии все номиналы российских монет изготавливаются из стали с покрытием.
Самую сложную на текущий момент конструкцию имеют монеты достоинством в 1 и 2 евро. Монета в 1 евро состоит из внешнего кольца желтого цвета (75 % меди, 20 % цинка и 5 % никеля) и трехслойного внутреннего круга белого цвета (основа – никель, покрытие – мельхиор). Монета в 2 евро имеет внешнее кольцо белого цвета (мельхиор) и трехслойный внутренний круг желтого цвета (основа – никель, покрытие – сплав того же состава, как внешнее кольцо у монеты в 1 евро). Кроме того, обе монеты имеют сложный рисунок, переходящий с внутренней части на внешнее кольцо.
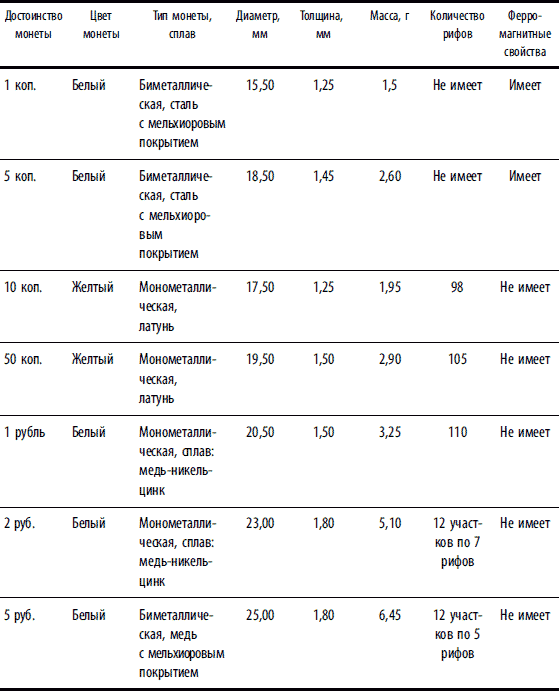
Основными характеристиками монеты считаются: диаметр, толщина, масса, цвет, тип (конструкция) монеты и сплав, магнитные свойства, количество рифов на гурте.
Основные характеристики и параметры монет Банка России показаны в табл. 1.1.3.
Таблица 1.1.3. Основные характеристики и параметры монет Банка России
Отметим, что в 2009 г. Банком России и Гознаком была завершена большая работа по переходу на выпуск практически всех номиналов монеты из менее дорогостоящих материалов на основе стали. В итоге Гознак перешел на выпуск монеты достоинством 1, 2 и 5 руб. из стали с никелевым гальванопокрытием, завершив переход к стальной основе, начатый во второй половине 2006 г. с монет номиналом 10 и 50 коп.
Внешний вид и характеристики этой новой разновидности монет Банка России номиналами 10 и 50 коп. образца 1997 г. показаны на рис. 1.1.13.

Рис. 1.1.13. Монеты 10 и 50 коп., выпускаемые со второй половины 2006 г.
Монеты этой разновидности изготавливаются из стали, плакированной с обеих сторон сплавом меди желтого цвета (томпак), поэтому стали немного легче и обладают ферромагнитными свойствами. Графическое оформление и размеры монет сохранены без изменений. Монеты номиналов 10 и 50 коп., изготавливавшиеся ранее из латуни, продолжают обращаться на территории Российской Федерации в качестве законного средства наличного платежа.
Начиная со второго квартала 2009 г. монеты Банка России номиналом 1, 2 и 5 руб. стали изготавливать из стали с никелевым гальванопокрытием. Они также несколько легче предыдущих и обладают ферромагнитными свойствами. Графическое оформление, цвет и геометрические характеристики новой разновидности монет соответствуют ранее выпущенным монетам из медно-никелевого сплава (для монет номиналом 1 и 2 руб.) и из меди с плакирующим покрытием (5 руб.) образца 1997 г. с разновидностью аверса 2002 г.
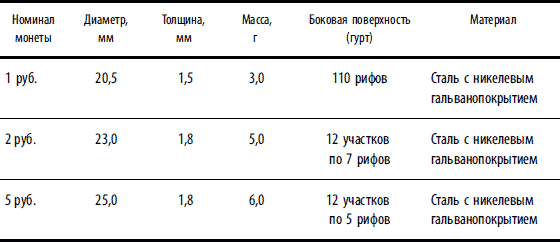
Характеристики новых монет номиналом 1, 2 и 5 руб. представлены в табл. 1.1.4.
Таблица 1.1.4. Характеристики новых монет номиналом 1, 2 и 5 руб.
Кроме того, с 1 октября 2009 г. с целью постепенной замены десятирублевых банкнот выпускается новая 10-рублевая монета из стали с латунным гальванопокрытием (рис. 1.1.14).

Рис. 1.1.14. Внешний вид и характеристики новой монеты номиналом 10 руб.
Монета имеет форму диска желтого цвета, с выступающим кантом по окружности на лицевой и оборотной сторонах. Материал монеты обладает ферромагнитными свойствами.
На аверсе монеты изображены:
• в центре – эмблема Банка России (двуглавый орел с опущенными крыльями), под ним надпись полукругом «БАНК РОССИИ»;
• справа под лапой орла – товарный знак монетного двора;
• в верхней части по окружности – обозначение номинала: «ДЕСЯТЬ РУБЛЕЙ»;
• в нижней части – две горизонтальные линии, разделенные точкой, под ними – год чеканки.
На реверсе монеты изображены: – в центре (со смещением к левому краю на фоне поля из вертикальных линий) – обозначение номинала монеты: число «10», под числом – слово «РУБЛЕЙ»;
• вдоль канта – слева, внизу и в правой части диска – растительный орнамент в виде ветви с переплетающимися стеблями;
• внутри цифры «0» имеются «скрытые» изображения, видимые поочередно при изменении угла зрения: число «10» и надпись «РУБ» (рис. 1.1.15).
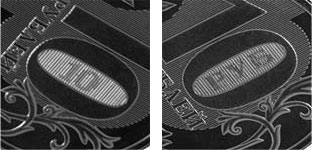
Рис. 1.1.15. «Скрытые» изображения на реверсе новых 10-рублевых монет Банка России
Производство монеты. Процесс выделки монетных заготовок начинается с производства листов проката монетных сплавов заданного состава и строго регламентированной толщины по всему листу. Листы могут быть монометаллическими и биметаллическими (причем по композиции слоев они могут быть как двухслойными, так и трехслойными симметричными). Полученные листы (или лента) поступают на специальные вырубные прессы, где производится вырубка заготовок. Современные машины выполняют одновременно две операции: и вырубку кружков, и гурчение (нанесение рисунка на гурт). Однако для получения наиболее сложных рисунков применяются специальные гуртильные станки.
Завершающим этапом производства монеты является чеканка. Это сложная технологическая операция, в результате которой после удара штемпеля чеканочной машины на заготовке появляется четкое выпуклое рельефное изображение с хорошо проработанными мелкими деталями. Современные чеканочные автоматы (рис. 1.1.16) совершают до 12 ударов в секунду, обеспечивая высокую производительность потока. Вместе с тем процесс разработки и гравировки рисунка на рабочих штемпелях машины, контроль их качества и состояния являются очень трудоемкими и сложными.

Рис. 1.1.16. Чеканочный автомат SCHULER и цех современного монетного производства
Далее монеты поступают на пересчет, контроль качества (выборочный или сплошной) и упаковку для доставки в хранилище готовой продукции и далее. Естественно, приведенная технология производства относится к обычной разменной монете и неприменима к монетам высшего качества, которые чеканятся из сплавов драгоценных металлов и по специальной технологии.
Итак, мы рассмотрели основы производства банкнот и монеты и можем перейти к изучению защитных признаков, создаваемых в ходе различных производственных процессов, а также к организации проверки подлинности денежных знаков Банка России и основных мировых валют, с которыми работают российские коммерческие банки: долларов США и евро.
Вместе с тем предварительно необходимо проанализировать еще один вопрос, непосредственно связанный с банкнотным производством. Причем не только с точки зрения защиты банкнот от подделывания, но и с точки зрения качества банкнот в целом.
Качество банкнот и проблемы его оценивания
Пожалуй, ни один из продуктов современной цивилизации не пользуется столь же большим спросом и не вызывает такого интереса, как бумажные деньги. В связи с этим вполне правомерным представляется вопрос о качестве этого продукта, тем более что процессы его производства и обращения достаточно сложны и трудоемки.
Под категорией «качество» обычно принято понимать совокупность объективно существующих свойств и характеристик, уровень которых обусловлен показателями, определяющими потребительную стоимость продукции. Банкнота как таковая, безусловно, является массовым продуктом промышленного производства. Однако вместе с тем ее можно назвать и произведением искусства.
Действительно, сравним два объекта: банкноту и картину. Какой из них является более сложным и насыщенным разными свойствами и характеристиками?
Начнем с подложки. Для картины это холст, картон или бумага. Сравним с подложкой банкнот – помимо специальной бумаги с многотоновыми («картина в картине») и другими водяными знаками она включает и защитные волокна, плашки, конфетти, защитную нить и т. д.
Далее внешний вид. Банкнота – это практически гравюра портрета или другого изображения. То есть произведение, несравнимое по сложности воспроизведения с творениями (никого не хочу критиковать), например, кубистов (рис. 1.1.17), не говоря уже об известной картине Казимира Малевича «Черный квадрат». Добавим к нашему сравнению всевозможные орнаменты, виньетки, ассюре, присутствующие на банкнотах.
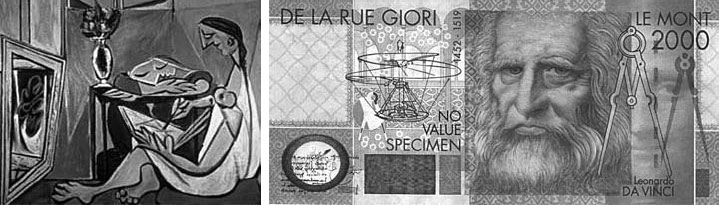
Рис. 1.1.17. Слева – Пикассо. Муза. Справа – Леонардо Да Винчи на образце банкноты производства De La Rue Giori, Швейцария
И наконец, если сравнить разнообразие красок и способов печати, применяемых в производстве банкнот, с теми красками и способами их нанесения, которые применяются в живописи, то преимущество, пожалуй, будет на стороне первых.
Кроме того, живописцу простительны некоторые ошибки и искажения пропорций, тогда как в банкнотном производстве никакие изменения в качестве красок или рисунка недопустимы. Добавим к этому, что картины (даже эскизы) не принято складывать пополам, скомкивать, брать грязными руками, ронять в лужи, а также стирать вместе с рубашкой или брюками. Их не пересчитывают многократно на счетчиках или сортировщиках или других устройствах, работающих с банкнотами. Эксперты, проверяющие подлинность картины, пользуются самыми современными приборами и работают не спеша.
Таким образом, можно считать, что банкнота – это сложное произведение искусства в промышленном исполнении с применением самых современных технологий. Впрочем, эти предварительные замечания сделаны для того, чтобы акцентировать внимание читателя на художественном аспекте качества банкнот.
Чаще всего понятие «качество» рассматривается в двух различных аспектах: как соответствие изделия некоторому эталону (например, все гайки должны иметь одинаковые размеры, резьбу, качество металла и т. д.), хотя эталон может быть и достаточно примитивным. Второй аспект – качество как совокупность полезных признаков, свойств и характеристик, определяющих способность объекта удовлетворять обусловленные или предполагаемые потребности.
В данном случае мы будем говорить о качестве банкнот как совокупности их характеристик, таких, как износостойкость, сминаемость, устойчивость к загрязнению, излому, разрыву и надрыву, художественные достоинства и цветовая гамма, удобство пересчета и распознавания, набор защитных элементов, количество применяемых видов печати, устойчивость к подделыванию и др. Разумеется, с учетом себестоимости производства.
Оцениванию уровня качества продукции должен предшествовать выбор показателей качества, по которым осуществляется оценивание. Некоторые из них поддаются измерению, однако значительную часть характеристик банкноты очень сложно определить количественно и соответственно сложно оценить их качество.
Как уже упоминалось, банкнота является сложным произведением искусства в промышленном исполнении. Из этого вытекает, что измерительные и расчетные методы для оценки качества применимы весьма ограниченно – для определения измеряемых показателей. Однако как определить, какая банкнота и насколько лучше?
Например, при демонстрации в российских банках образцов банкнот ведущих производителей («Банкноты 2000» HIGH-SEC производства Giesecke & Devrient, «Le Mont 2000» производства De La Rue Giori и др.) и банкнот, находящихся в обращении, кассиры говорили, что, конечно, эти банкноты лучше, чем 50-рублевая российская банкнота, но насколько качественнее и лучше?
Пожалуй, наиболее подходящим и, возможно, единственным способом получить количественную оценку качественных показателей является метод экспертных оценок. Такое его название обусловлено тем, что оценка качества проводится на основе сведений и мнений экспертов. Рассмотрим методику проведения испытаний методом экспертных оценок.
Общие принципы применения метода экспертных оценок. Метод экспертных оценок обычно применяется как самостоятельно, так и совместно с методами, основанными на измерениях или расчетах, для решения следующих задач:
• определения перечня показателей качества;
• определения коэффициентов весомости показателей;
• оценивания показателей с помощью органов чувств (органолептически);
• выбора базовых образцов для оценки уровня качества.
Рассмотрим некоторые общие понятия и определения.
Как уже отмечалось, в основу метода положено изучение мнений экспертов – квалифицированных специалистов, отвечающих таким требованиям, как профессиональная компетентность, заинтересованность в участии в работе экспертной комиссии, деловитость и объективность. В ходе работы они высказывают свои суждения (экспертные оценки) по указанным выше вопросам, выражая их в количественной или качественной форме.
Экспертное оценивание в целом осуществляют экспертные комиссии, включающие в себя рабочие группы. Экспертная комиссия по оцениванию качества продукции представляет собой совокупность специалистов, организованных для экспертного оценивания качества продукции. Рабочая группа – это часть экспертной комиссии, которая состоит из специалистов, организующих деятельность экспертной группы и обрабатывающих суждения экспертов о качестве продукции.
Экспертное оценивание качества продукции осуществляется в четыре этапа.
Этап I. Это подготовительный этап, в ходе которого осуществляется формулирование целей оценки и формирование рабочей и одной или нескольких экспертных групп.
Цель оценивания качества продукции формулируется лицом, принимающим решение (ЛПР), до начала формирования экспертной группы. ЛПР – это руководитель работ, эффективность которых зависит от результата оценивания качества. Таким лицом может быть, например, директор или главный инженер предприятия, директор по продажам, кредитор разработки или промышленного освоения продукции. Цель оценивания качества может быть как постоянной на весь период работы рабочей группы, так и корректируемой в ходе ее работы в зависимости от промежуточных результатов.
Рабочая группа организует подготовку, проведение экспертного оценивания и анализ получаемых результатов. В ее состав обычно входят руководитель, консультант по оцениваемой продукции, технические работники. Формирование экспертной группы заключается в определении ее профессионального состава, структуры (например, может быть предусмотрено несколько подгрупп, специализирующихся на оценивании различных групп показателей), количества экспертов и подборе экспертов.
Профессиональный состав специалистов, входящих в экспертную группу, должен обеспечивать всесторонний анализ решаемой задачи. Они должны одинаково понимать цели и задачи оценивания качества продукции, удовлетворять требованиям по компетентности, заинтересованности в участии в работе экспертной комиссии, деловитости и объективности. Компетентность эксперта включает в себя как знания и опыт в области применения (исследования, производства) оцениваемой продукции (профессиональную компетентность), так и знание методологии оценивания качества (квалиметрическую компетентность). Заинтересованность эксперта в участии в работе экспертной комиссии зависит от его индивидуальных особенностей, возможностей использования результатов в своей практической деятельности и загруженности основной работой. Деловитость эксперта представляет собой его собранность, умение четко спланировать работу, оперативность и обоснованность суждений. Объективность эксперта предполагает вынесение им непредвзятых суждений (в свою очередь необъективность эксперта – завышение или занижение значений показателей свойств продукции по причинам, не имеющим отношения к ее качеству).
Помимо этих к эксперту могут предъявляться и специфические требования, определяемые целями оценивания качества и особенностями оцениваемой продукции, например в парфюмерной промышленности – определенный уровень психофизиологических возможностей и хорошее состояние здоровья.
Этап II. На этом этапе рабочей группой осуществляется выбор методов, способов и процедур оценивания. Она учитывает установленные сроки выполнения работы, ее трудоемкость, особенности оцениваемой продукции, области возможного использования полученных результатов. Исходя из целей оценивания, имеющейся информации, выбранных методов, способов и процедур, сроков и условий выполнения оценивания, рабочая группа определяет перечень операций, которые должны быть выполнены экспертами.
Для получения суждений экспертов используются методы опроса. Под опросом эксперта по качеству продукции понимается процесс получения экспертных суждений по качеству продукции. Методы опроса экспертов делятся на групповой и индивидуальный. При групповом методе совместно опрашивается вся группа или ее часть, при индивидуальном – опрос каждого эксперта выполняется отдельно. Процедуры опроса экспертов включают интервьюирование, анкетирование и смешанное анкетирование. При интервьюировании суждение эксперта выявляется в процессе беседы согласно определенному плану. Интервьюирование обычно применяется при опросах, когда порядок вопросов и их содержание зависят от характера ответов на предыдущие вопросы. При анкетировании эксперт заполняет карту опроса, отвечая на вопросы, содержащиеся в ней. Анкетирование применяется, как правило, при заочном способе индивидуального опроса. При смешанном анкетировании эксперт заполняет карту опроса, получая все необходимые разъяснения от лица, проводящего опрос.
В случае проведения опроса методом анкетирования или смешанного анкетирования рабочая группа составляет анкету. Анкета состоит из пояснительной записки и карты опроса. В пояснительной записке излагаются цель и процедура анкетирования, на конкретном примере показывается, как следует заполнять графы карты опроса, при необходимости описываются требования потребителей и классификационные группы продукции, приводится другая необходимая информация. Карта опроса содержит определенным образом организованный набор вопросов, для каждого из которых предусматривается определенный характер ответа.
Этап III. На этом этапе члены экспертной группы (групп) выражают свои суждения в соответствии с установленными на втором этапе методами, способами и процедурами. Как правило, оценка осуществляется на основании заданной шкалы порядка: ранжированной (рейтинговой), в которой определяется место данного свойства (или оцениваемого образца среди других), или балльной.
Основными характеристиками балльной шкалы являются ее диапазон и количество градаций, которое включает шкала. Градации задаются исходя из требуемой точности результата, характера решаемой задачи, возможностей качественного описания количественных градаций с учетом опыта по оценке качества аналогичной продукции.
Для экспертного оценивания качества продукции, как правило, используются шкалы с нечетным числом градаций, в которых имеется средний уровень. Шкала может быть центрированной или смещенной. Наиболее предпочтительными являются шкалы с пятью и семью градациями качества по оцениваемому свойству, причем количество градаций может совпадать или не совпадать с количеством баллов (например, одной градации будут соответствовать 20 баллов).
Этап IV. На этом заключительном этапе работы экспертной комиссии осуществляется обработка экспертных суждений и оформляется экспертное заключение. Это наименее трудоемкий этап, но очень важный. В ходе обработки экспертных суждений обычно применяется аппарат математической статистики. Одним из наиболее часто применяемых способов обработки является вычисление среднего балла или средневзвешенного показателя. Средний балл определяется по формуле:
где n – количество экспертов;
bi – балл, выставленный i-м экспертом.
Определение средневзвешенного показателя предполагает дополнительное определение и учет коэффициентов весомости данного свойства. В этом случае эксперты должны определить важность («вес») этого признака, степень желательности его учета при оценке качества продукции. Это может быть выполнено как через ранжирование (при небольшом числе признаков), так и в виде балльной оценки. В обоих случаях результаты приводятся к весовым коэффициентам, сумма которых по всем показателям должна быть равна I.
В целом для обработки результатов и оценки уровня качества продукции могут использоваться различные методы, однако в основном применяют дифференциальный и комплексный методы.
Дифференциальный метод оценки заключается в том, что значения показателей оцениваемой продукции сравниваются с базовыми. Для общего сопоставления вычисляются относительные показатели качества продукции как результат деления оцениваемого показателя на базовый (или наоборот).
Комплексный метод имеет несколько разновидностей: метод главного показателя (при обработке определяется главный показатель, который в дальнейшем и считается определяющим качество продукции в целом), метод средневзвешенного показателя (см. выше) и метод интегрального показателя. В последнем случае используется интегральный (чаще всего – технико-экономический) показатель качества, базирующийся на сравнении суммарного полезного эффекта от применения продукции с суммарными затратами на разработку и эксплуатацию (или обеспечение потребления) продукции.
В итоге работы экспертная комиссия формирует экспертное заключение – оценку уровня качества продукции в целом или в отдельных аспектах. Она представляется в количественной или качественной форме. В количественной форме оценка выражается одним числом, которое рассматривается как значение комплексного показателя качества продукции. В качественной форме она излагается в виде утверждения о том, соответствует ли в целом продукция по рассматриваемой совокупности свойств уровню требований определенного рынка, превосходит или уступает им. Кроме того, формулируются рекомендации по основным направлениям повышения качества данного вида продукции.
Результаты оценки уровня качества, а также конкурентоспособности объектов оценивания (технологических систем, продукции, услуг, интеллектуальных продуктов) используются для решения задач управления качеством (quality management) в целях, например:
• маркетинга, изучения рынков сбыта продукции;
• формирования предложений по экспорту и импорту продукции;
• выбора поставщиков сырья, материалов и комплектующих изделий;
• обоснования требований, закладываемых в техническое задание (ТЗ) на разработку продукции и нормативную документацию;
• выбора варианта при разработке новой или модернизируемой продукции;
• принятия решения о постановке продукции на производство;
• обоснования целесообразности замены или снятия продукции с производства;
• обоснования целесообразности добровольной сертификации продукции и др.
Вернемся, однако, к методу экспертных оценок с точки зрения оценивания качества банкнот и рассмотрим, как он применяется на практике.
Практический подход к оцениванию качества банкнот. Экспертное оценивание качества банкнотной продукции осуществляется согласно методике в четыре этапа.
Этап I. Заказчик (международная конференция, государственный орган, банк или печатный двор) формулирует цели оценки (например, создание международной системы стандартизированных показателей, оценка уже существующих банкнот или разработка новой серии, выход на новые рынки и т. д.) и создает экспертную комиссию.
Представляется, что в состав экспертной комиссии должны войти различные экспертные группы: банковские эксперты/кассиры, печатники и эксперты-криминалисты. Возможно также привлечение и других целевых групп (кассиры магазинов, розничные торговцы, пожилые люди и т. д.).
Этап II. Рабочая группа осуществляет выбор методов, способов и процедур оценивания. Учитываются особенности оцениваемой продукции (бумага, краски, OVD, защитная нить, способы печати и т. д.), установленные сроки выполнения работы, ее трудоемкость, области возможного использования полученных результатов, а также определяется перечень операций, которые должны быть выполнены экспертами. Для проведения опроса экспертов рабочая группа составляет анкету, состоящую из пояснительной записки и карты опроса.
Этап III. Члены экспертной группы выражают свои суждения в соответствии с установленными на втором этапе методами, способами и процедурами, исходя из основной задачи опроса.
Этап IV. Осуществляется обработка экспертных суждений и оформляется экспертное заключение.
В результате работы на этапе II комиссия получает набор показателей, характеризующих сложно формализуемые свойства банкнот (например, применяемые при изготовлении виды водяных знаков, тип защитной нити, краски и др.). Каждый показатель может, в свою очередь, разбиваться на составляющие.
Оценка каждой составляющей выполняется экспертами на этапе III, например по пятибалльной шкале с точностью до десятых долей (высшая оценка – 5,0). Кроме того, эксперты определяют условный коэффициент (важность или «вес») каждой составляющей в сотых долях (сумма должна равняться 1), поскольку наиболее часто применяемым при экспертных оценках является метод средневзвешенного показателя.
По итогам третьего этапа рабочая группа получает заполненные анкеты, в которых выставлены баллы по каждому показателю и определены коэффициенты важности («веса») этого показателя.
На этапе IV рабочая группа обрабатывает результаты опроса экспертов, определяя средневзвешенный показатель качества банкнот Q j для каждого j-го эксперта:
где mnj – коэффициент веса n-го показателя, причем  ;
;
qnj – балл j-го эксперта по данному n-му показателю;
N – количество оцениваемых показателей.
Далее определяется общий средневзвешенный показатель качества Q как среднее арифметическое оценок экспертов:
где J – количество экспертов.
В случае не одной, а нескольких (L) экспертных групп формула незначительно усложняется. Впрочем, в этом случае целесообразно использовать коэффициенты веса с учетом мнения каждой группы. Тогда:
с учетом предыдущей формулы:
Этот показатель и будет характеризовать качество банкноты с учетом мнений экспертов и экспертных групп.
Для получения финансово-экономической оценки качества данной серии банкнот можно применять различные комплексные стоимостные показатели, простейшими из которых являются приведенная стоимость производства банкноты СПр (отношение стоимости производства к средневзвешенному показателю качества) и удельный коэффициент качества банкноты Qyffl (отношение средневзвешенного показателя качества к номиналу банкноты в долларах США).
Подобный подход уже применялся автором в банковской практике – при проведении испытаний счетчиков банкнот в Тверском банке Сберегательного банка России летом 1997 г. 10 кассиров Сберегательного банка давали экспертную оценку качеству работы 7 различных счетчиков банкнот. По итогам испытаний и экспертной оценки были определены не только рейтинговые показатели счетчиков банкнот, но и характеристики, наиболее существенные с точки зрения большинства кассиров.
Кроме того, метод экспертных оценок в упрощенном виде применялся и в середине 1998 г. в ходе проведения анкетирования 240 кассиров из 25 различных организаций и целевых групп по результатам деноминации российского рубля в интересах НИИ Гознака.
Подход к оцениванию качественных показателей банкнот автору удалось апробировать на практике благодаря всесторонней поддержке и помощи ведущих специалистов ряда российских коммерческих банков (Автобанк, Тверьуниверсалбанк, Торжокуниверсалбанк, Промсвязьбанк, тверские филиалы банков «МЕНАТЕП СПб» и Традо-банк), а также ГУ ЦБ РФ по Тверской области, ЭКЦ МВД, других экспертов-криминалистов.