

Джеффри Лайкер
Лидерство на всех уровнях бережливого производства. Практическое руководство
Саморазвитие при помощи коуча
Читателям, которые не проходят дистанционный курс, следует подумать над тем, как они будут симулировать процесс обучения. Курс для вас, как для студентов, начинается с очень четкого понимания качеств бережливого лидера, что необходимо для развития этих качеств в себе. После этого начинается процесс саморазвития, что является основной целью курса и этой книги. Далее вы уже можете развивать других людей и заниматься ежедневными улучшениями, то есть кайдзен. В итоге ваша организация сможет запустить процесс развертывания целей (хосин канри).
Для практической отработки навыков вам необходимо выступить в роли лидера проекта в гемба. Мы попросим вас не только сфокусироваться на проекте по улучшению и достижении цели, но и на самом процессе формирования лидерства. Что вы делаете ежедневно? Как вы взаимодействуете с людьми? Как вы собираете информацию? Предоставляете ли вы людям необходимую обратную связь? Убеждаетесь ли вы в том, что команда развивает проект и развивается сама? Для этого мы попросим вас вести дневник, чтобы регистрировать там ваш лидерский опыт. Записи из этого дневника вы сможете обсудить с вашим коучем.
Ключевым инструментом, отражающим ваш прогресс, будет история в формате А3. А3 – это лист бумаги формата 42×29,7 см. Идея не в размере бумаги, а в том, что вы должны уметь изложить свою историю от начала и до конца на одном листе. История пишется не за раз, а постепенно заполняется по ходу реализации вашего проекта под руководством коуча. При решении проблема мы проходим полный цикл PDCA: планируй – делай – проверяй – действуй (Plan-Do-Check-Act). На первом шаге мы должны определить проблему. Далее этот шаг можно проанализировать с коучем, который будет задавать сложные вопросы, проверяющие корректность всех формулировок, а также даст дополнительные рекомендации по развитию. Коуч может даже помочь вам выбрать наиболее подходящий, значимый для вас проект, который вы бы смогли завершить в течение нескольких месяцев.
Определение проблемы
Следующим шагом после определения проблемы будет создание команды, с которой вы будете работать над проектом. Этот шаг также включает выбор спонсора со стороны высшего руководства – того, кто поможет ломать барьеры на пути к успешной реализации планов.
Процесс решения проблем в компании Toyota состоит из восьми шагов и един для всех уровней управления в Toyota. Вам не нужно буквально следовать этому процессу, достаточно лишь понять его ключевые идеи. Например, ваш подход по решению проблемы должен включать тщательное описание проблемы и работу над пониманием корневой причины или причин.
Наибольшее внимание коучи уделяют вашему саморазвитию, в частности – в области решения проблем. В процессе реализации проекта вы будете руководить группой людей, то есть вы и сами будете выступать в роли коучей.
На определенном этапе мы попросим вас разработать систему визуального менеджмента для регистрации ваших действий в гемба. Мы также хотим, чтобы вы определили ключевые индикаторы результативности и последующие шаги для дальнейшего решения проблемы. Это станет мини-версией хосин канри.
Принципы бережливого производства
Прежде чем дать определение бережливому лидерству, необходимо понять, что такое бережливое производство и каковы его принципы. В качестве модели мы будем использовать философию Toyota. Мы не будем вдаваться в подробности описания и принципов работы инструментов. В Институте бережливого лидерства (Lean Leadership Institute, www.Lean101.ca) есть дистанционный курс «Принципы бережливого мышления», в котором изучаются базовые инструменты и даны ссылки на множество книг.
Во второй главе мы дадим набор инструментов, которые вы сможете применять для выполнения вашего проекта, включая инструменты решения проблем и отчет в формате А3. Есть и дополнительные инструменты, необходимые в любом хорошем бережливом проекте, включая стандартизированную работу и визуальный менеджмент (глава 3). Ведь там, где появляется отклонение от стандарта, появляется проблема, требующая вашего внимания.
Далее мы пройдем по четырем этапам (главы с четвертой по седьмую): саморазвитие, развитие других, поддержка рабочих групп и соотнесение целей с общим видением.
И, наконец, в восьмой главе мы свяжем вместе ключевые концепты в истории разработки компанией Toyota модели Scion, который был создан для привлечения молодых американцев, которые до этого времени не входили в целевую группу потребителей. Мы подробно расскажем о том, как модель прошла путь от стратегической идеи до этапа отладки производственных процессов.
На этом книга закончится, но мы уверены, что это только начало вашего пути к бережливому лидерству. Мы надеемся дать вам хороший старт в правильном направлении. Так же, как фитнес-тренер не может заставить вас делать упражнения и правильно питаться до конца жизни, мы не сможем заставить вас продолжать работу по бережливому лидерству, но искренне надеемся, что вы воспользуетесь этой возможностью и используете все ресурсы для старта или продолжения вашего развития в этой области. Нам нужно много таких, как вы, чтобы весь мир постоянно совершенствовался.
Мы также предлагаем вам прочесть книгу «Уметь учиться» (Managing to Learn) Джона Шука – моего коллеги, который проработал долгое время на Toyota в Японии. Его обучали процессу решения проблем при помощи метода А3 традиционным способом, как это делают на Toyota – через наставничество. Другой подход, который дает четкую структуру обучения, представлен в книге Майка Ротера «Тойота Ката». У нас также есть группа в профессиональной социальной сети LinkedIn, которая называется The Toyota Way, и официальная страница в Facebook. В группах ведутся обсуждения, и вы, я надеюсь, с удовольствием в них поучаствуете.
Что такое бережливое лидерство?
Главные вопросы, на которые хотели бы ответить в этой книге, – что такое бережливое лидерство и что необходимо для его развития? В качестве базовых знаний я кратко расскажу о производственной системе Toyota и модели 4Р (4P Model), о которой подробнее вы можете узнать из книги «Дао Toyota». Это составит основу для понимания бережливого лидерства.
В самом конце книги «Дао Toyota» есть отсылка к книге Джима Коллинза, где идет речь о так называемом лидерстве пятого уровня. Когда я писал эту последнюю главу «Дао Toyota» (рис. 1.1), мне позвонил аспирант и спросил, читал ли я книгу «От хорошего к великому» (рис. 1.2). Я не читал. Он сказал: «Вам нужно прочитать о лидерстве пятого уровня, потому что оно абсолютно совпадает с лидерством на Toyota». Я прочитал и дополнил последнюю главу. Позже я прочел книгу целиком, это стало для меня откровением – Коллинз говорил о Toyota!
В действительности Джим Коллинз не изучал практику Toyota или практику какой-либо другой японской компании. Он описывал великие американские компании и то, как они десятилетиями превосходили по финансовым показателям своих конкурентов. Он задался вопросами: «Что делает их великими?», «Что отличает великие компании от просто хороших?».
На основании материала книги он составил список таких характеристик. Я понял, что они соотносятся с теми принципами производственной системы Toyota, о которых я рассказывал. Toyota начинается с фокуса на клиентов. Джим Коллинз говорит о страстном желании предоставления ценности, ведь великие компании начинают именно с этого. Они не начинают с вопроса о полученной в этом квартале прибыли. Они не начинают с вопроса о следующем хите продаж. Они начинают с вопросов о том, кто является их клиентом и что может компания сделать для решения его проблем, добавления им ценности таким способом, о котором клиенты и не подозревают, при этом превосходя своих конкурентов. Клиент – это всегда центр внимания.
Великие компании создают ценности, которые гораздо важнее краткосрочной прибыли. Безусловно, ценность номер один – удовлетворение клиентов. В этом и есть цель бизнеса. Ценность номер два: «Какую среду мы создаем для членов нашей команды для их роста и хорошего качества их жизни? Мы должны делать членов нашей команды лучше, чем они были, когда пришли в компанию».
У великих компаний есть страстное желание достигать совершенства, начиная с генерального директора, который в великих компаниях часто является основателем. Например, Уолт Дисней, основатель Disney Corporation, был озабочен вопросом: «Как я могу построить что-то великое, что переживет меня и станет моим наследием?» Уолт Дисней многое делал, чтобы реализовать свои мечты. «Я мечтаю, я проверяю, соответствуют ли мечты убеждениям, я рискую и я реализую свое видение, чтобы воплотить свои мечты в жизнь», – говорил он. Он строил больше, чем просто бизнес, – он строил наследие, великую корпорацию, которая сможет его пережить.
Для того, чтобы их наследие жило, они развивают других лидеров, которые продолжат их дело с такой же страстью к компании, клиентам, культуре, как и сами основатели. Такого уровня понимания, страсти и обязательств сложно добиться от генеральных директоров, которые до этого работали в другой компании, озабоченной лишь текущей стоимостью акций.
Руководители должны быть привержены – всю свою жизнь – бизнесу. Это не означает, что они не имеют права на личную жизнь, но, как вы, наверное, знаете, чем выше вы поднимаетесь по карьерной лестнице, тем больше времени проводите на работе и все меньше времени посвящаете своей семье.
Великие лидеры с жадностью учатся и приспосабливаются к окружающей среде. Если ты Уолт Дисней, например, ты конкурируешь с другими тематическими парками развлечений. Ты все о них знаешь: о чем думают их руководители и, возможно, что они собираются сделать. Тебя не волнует автоиндустрия, полупроводники и больницы. Тебя заботит лишь твой бизнес. И ты не можешь просто так взять и поменять отрасль, в которой работаешь.
Коллинз также использует термин «И»-мышление, которое противопоставляется «ИЛИ»-мышлению. «И»-мышление является принципом Toyota, ключевым концептом кайдзен. Если вы скажете своему начальнику на Toyota: «Мы можем получить ИЛИ производительность, ИЛИ качество», ваш начальник, как ваш наставник, спросит: «Почему не то и другое вместе? Что заставляет тебя думать, что ты можешь пренебречь качеством ради производительности?» Этот лидер знает, что возможно достичь и того, и другого, надо просто постараться. Самая, пожалуй, известная цитата Уолта Диснея: «Если ты можешь это представить, ты можешь этого добиться».
Одна из характеристик великой компании по Коллинзу потрясла меня – инновации через экспериментирование и изучение. В стандартной парадигме инновация – это что-то индивидуальное. Изобретателю внезапно приходит в голову идея, то есть озарение, после чего он делает прототип, и далее через коммерческий процесс продукт попадает на рынок. Отправной точкой всегда является блестящая идея, которая пришла в голову одному гению. Джим Коллинз же говорит, что великие компании учатся делая, пытаясь, экспериментируя. Уолт Дисней однажды сказал: «Лучший способ начать – это перестать болтать и начать делать». В бережливой культуре мы верим, что главные прорывы приходят с гемба, после множества экспериментов и изучения того, что работает, и того, что не работает. Мир в большинстве случаев слишком сложен, чтобы надеяться, что внезапное вдохновение сможет обеспечить все необходимые инновационные решения.
Великие компании славятся непоколебимой верой в ценность умелых и мотивированных людей. Как говорят на Toyota, люди – это единственный добавляющий ценность актив компании. Другими словами, люди – это единственная ценность компании, которая увеличивает ее стоимость. Любой другой актив компании, будь то оборудование или даже интеллектуальная собственность, обесценивается в течение срока службы и рано или поздно подлежит замене. Люди же становятся умнее, они могут приобретать более сложные навыки. Десятилетний парень в общем и целом становится более умелым и знающим по сравнению с годовалым ребенком. Это означает, что нужно инвестировать в долгосрочное развитие людей – нет другого варианта получить отличных десятилетних парней, кроме как, во-первых, иметь их в составе своей команды и, во-вторых, вкладывать средства в их развитие. Они не способны естественным образом развивать в себе волшебные качества самостоятельно.
Под сильной культурой мы имеем в виду культуру, ценности и убеждения, которые разделяются сотрудниками всех уровней организации. Ясность делает культуру четкой и понятной, позволяет людям говорить на одном языке. Сплачивающая функция культуры связывает людей в одну команду, даже если они не знают друг друга, – потому что все они работают на великую компанию и служат одним и тем же клиентам. Джон Уиллард Марриотт, основатель другой великой компании, описанной в книге Коллинза, сказал: «Великие компании создаются людьми, которые никогда не перестают думать, как усовершенствовать бизнес». Ему также принадлежат слова: «Заботьтесь о своих людях, и они будут заботиться о ваших клиентах».
История Toyota
Когда я изучаю лидеров великих американских компаний, меня всегда поражает аналогия с культурой Toyota. Похоже, что лидерство универсально. Давайте посмотрим на историю Toyota.
Где зародился тот уникальный образ компании, мысли об усовершенствовании процессов, о роли лидеров? Он начался с Сакити Тоёды, основателя Toyoda Automatic Loom Works, Ltd (рис. 1.3).
Некоторые из вас, наверное, знакомы с историей ткацких станков Сакити Тоёды. Сакити был сыном бедного плотника в далекой деревне, где выращивали рис. Он видел, как женщины, занимавшиеся пошивом одежды на продажу, работали до кровавых мозолей на пальцах, и захотел помочь им, сократив количество необходимого для пошива труда.
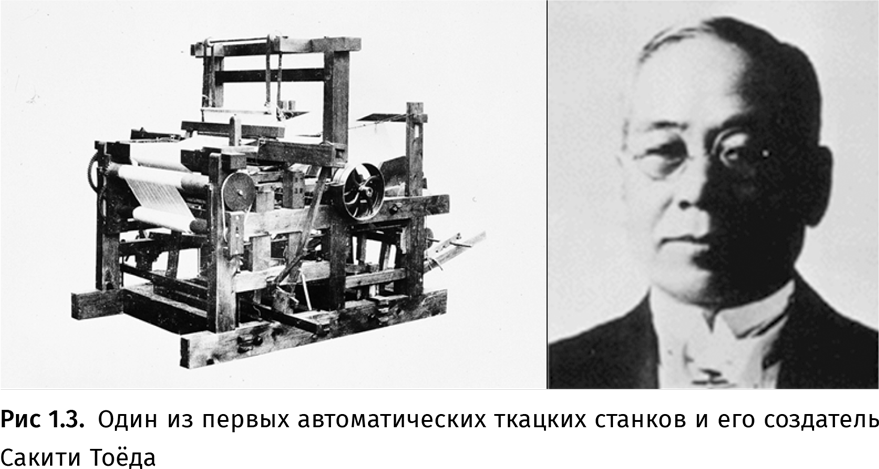
Поскольку он был плотником, то хорошо разбирался в дереве и деревообработке, был изобретателен и мог воплощать свои придумки в жизнь. В итоге он смог построить ткацкий станок. Первый станок, который он изобрел, был прост и использовал силу тяготения. Традиционно женщины протаскивали челночную нить (уток) в одну сторону и обратно, после чего вручную толкали кусок дерева для закрепления узелков. Собственно, в этом и заключалась работа ткачих – продеть нить в одну сторону и обратно, а затем уплотнить полотно. Он подумал, что продевание нити может происходить под действием гравитации, и изобрел деревянный желоб и систему с ножными педалями, с помощью которых можно было перемещать челнок по желобу взад и вперед. Такая система избавляла по меньшей мере от половины трудозатрат и позволила в результате повысить производительность труда в три раза.
Это наглядный пример кайдзен, который был связан с реальной потребностью. Он появился благодаря человеку, который вложил много времени в совершенствование навыков работы с деревом, изучение станков, хорошо разбирался в ремесле и в конечном итоге смог усовершенствовать изделие собственными руками. Далее он улучшал станок снова и снова, мечтая о полнофункциональном автоматическом станке. Через 38 лет права на производство станка типа G (первого полностью автоматического станка в мире) были проданы Сакити Тоёдой англичанам братьям Плэт. Это был один из редких случаев экспорта японских инноваций в то время. Станок типа G-Loom опередил свое время (посмотреть на него в действии можно по адресу http://youtu.be/1SBxxlbeMgU).
Все, что изобретал Сакити, было решением определенной проблемы и реализовывалось через эксперимент – сейчас мы называем это циклом PDCA. Он неустанно повторял и повторял этот цикл, пока не создал первый в мире полностью автоматизированный станок. Это случилось не благодаря озарению, а в результате упорной командной работы и решения тысяч проблем. Он не знал, как от одной конкретной проблемы перейти к полностью автоматическому станку, но он точно знал, что за решением одной проблемы возникнет другая, а затем еще одна и так дальше. Тем не менее с каждым разом он становился все ближе и ближе к цели.
Другая известная инновация появилась благодаря одной производственной проблеме. В связи с тем, что станки были электрическими и полуавтоматическими, люди не играли большой роли – их основной задачей было следить за правильным ходом нити или исправлять проблемы, когда станок ломался. Если ломался челнок, вся материя, произведенная после поломки, считалась браком. Когда человек обнаруживал проблему, он выключал машину, отрывал несоответствующего качества ткань и снова настраивал машину. Люди должны были стоять около машины в качестве няньки, что, по мнению Сакити, было непростительной тратой ценнейшего времени людей.
В качестве контрмеры он изобрел, как мы сейчас это называем, систему дзидока. Когда ломался челнок, падал груз и автоматически отключал машину. Это «отвязывало» рабочего от машины и позволяло одному человеку управлять несколькими станками одновременно и реагировать только на те, которые сами отключались. Человек становился ответственным за решение проблем и переставал быть нянькой. Впоследствии это послужило основой для системы андон: потяни трос и останови производственную линию при любых отклонениях от стандарта. После этого подумай, что вызвало проблему и как ее можно решить.
Ключевые ценности Сакити Тоёды по сей день лежат в основе культуры Toyota: вносить вклад в общество, ставить интересы клиентов выше интересов компании, уважать людей, знать свой бизнес изнутри, не бояться пачкать руки, работать усердно, встраивать качество, следовать дисциплине, работать в команде и обеспечивать постоянные инновации для достижения видения компании.
Сакити попросил своего сына сделать что-нибудь для общества лучше станка. Кийтиро выбрал автомобили. Это было амбициозной задачей, так как начинать пришлось практически с нуля, в то время когда американские компании, как, например, Ford, доминировали на мировом рынке. В своем напутствии коллегам Кийтиро сказал:
Я планирую сократить время простоя в наших процессах… В качестве базового принципа в достижении этой цели я реализую подход «точно вовремя».
Если бы он сказал это в наши дни, за ним бы выстроилась армия консультантов, в его руках, скорее всего, была бы моя книга и другие книги Lean Enterprise Institute. Ведь все бы уже понимали, что он имеет в виду под «точно вовремя». Но это был 1939 год. И концепции «точно вовремя» еще не существовало. Он ее придумал. Это было видение без конкретного плана достижения, так же как и в истории с автоматическим ткацким станком. Человеком, который повел людей к достижению этого видения, был Тайити Оно, производственный гений (рис. 1.4).

Тайити Оно поставил перед собой еще более амбициозную цель – добиться производительности Ford за три года, тогда как Ford, выпуская миллион машин в год, превосходил Toyota с выпуском в несколько тысяч в девять раз.
Что такое TPS?
Один из ранних экспериментов Тайити Оно состоял в создании U-образных ячеек в цехах. Целью эксперимента было добиться одинаковой производительности при любых объемах выпуска и гибко регулировать выпуск под потребности клиента. Он добился работы одного, двух или шестерых операторов в одной ячейке, состоящей из нескольких машин, в зависимости от загрузки. Тем не менее он бился лбом о стену – просил членов команды обучаться нескольким специальностям, то есть быть и токарем, и сверлильщиком, но они не хотели. Им было комфортно уметь управлять только одной машиной.
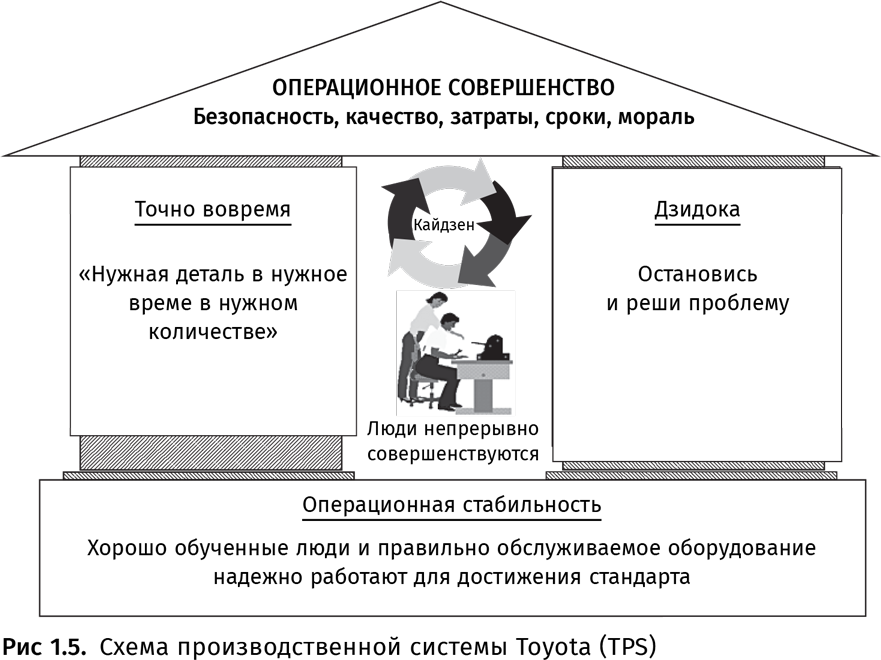
Оно получил хороший опыт в мотивации людей. Он осознал, что лично должен присутствовать на производственных линиях, наблюдать за работой людей, задавать им вопросы, ставить им амбициозные задачи и учиться быть коучем. Это стало началом производственной системы Toyota (рис. 1.5). Он понял, что для надежной работы в ячейке необходимо стандартизировать работу и найти способ обучать людей, для чего он изучил и адаптировал американскую систему обучения с помощью инструкций, которая называется «Обучение в промышленности» (Training Within Industry, TWI).
Затем ему надо было соединить эту ячейку с другими процессами, находящимися на удалении от нее. Для этого ему необходимо было сохранять небольшое количество запасов и поддерживать этот уровень с помощью вытягивающей системы. Основанием для стабильной работы ячейки и вытягивающей системы является выровненный график производства (хейдзунка). Со временем начала складываться производственная система Toyota. В конечном итоге она была записана, несмотря на возражения Тайити Оно.
Почему он возражал против этой простой схемы? С точки зрения Оно, производственная система Toyota была живым, непрерывно эволюционирующим организмом, а новые идеи рождались в гемба в ходе совершенствования процессов и устранения их недостатков. Он боялся, что после описания организм превратится в статическую картинку и кайдзен закончится. Когда кто-нибудь пытался изобразить производственную систему, он стирал этот образ со словами: «Если вы ее нарисуете, это ее убьет!»
Позднее Оно стал спокойнее и разрешил представлять систему в виде дома. Если вы уберете поддерживающую крышу структуру, крыша упадет. Если крыша слабая, она потечет. Если фундамент хилый, рухнет весь дом. Каждая часть необходима для функционирования целого. А в центре системы – постоянно совершенствующиеся люди.
Две колонны, на которых построен дом TPS, – это вклад Сакити Тоёды и Кийтиро Тоёды. Сакити Тоёда придумал дзидока, что можно перевести как «остановись и устрани проблему» или «вылови проблемы и реши их». Для Сакити это был станок с элементами человеческого интеллекта, который мог сам останавливаться при появлении проблемы. Вторая колонна «точно вовремя» – заслуга Кийтиро Тоёды: нужная деталь в нужное время и в нужном количестве поступает к клиенту с минимальными потерями. Идеалом является непрерывный поток, обеспечивающий идеальное качество для клиента – несбыточная мечта. Если вы можете представить какую-нибудь услугу, которую вы получаете по вашему первому требованию в любое время, вам повезло значительно больше, чем мне. Я такого не встречал.
Целью было не внедрить «точно вовремя». Целью было сделать принцип «точно вовремя» идеалом, видением, впрочем, как и дзидока, что предполагает полное отсутствие брака. Все, что вы делаете, вы делаете идеально. Это видение подпитывает процесс кайдзен. Кайдзен никогда не заканчивается, потому что вы никогда не можете достичь совершенства.
В основании дома заложен фундамент – операционная стабильность, которая включает дисциплинированных людей, следующих в работе принятым стандартам. Для операционной стабильности необходимо хорошо обслуживаемое оборудование, которое вовремя получает предупредительный ремонт, а рабочие понимают глубинные причины поломок и умеют их устранять. Система предполагает выравнивание графика производства, то есть хейдзунка, по объему и ассортименту.
Вы теперь понимаете, почему в центре системы находятся люди. У людей должны быть желание для достижения каждого из элементов системы через постоянный процесс кайдзен и дальнейшее следование новым стандартам. Если люди перестанут думать и будут просто следовать тому, что говорят какие-либо эксперты, система разрушится при изменении условий. Люди на производственных линиях – это единственная креативная сила, способная постоянно изменять процесс.
Представьте, например, пилота, у которого уже до взлета есть план полета и он четко проинструктирован, что бы ни случилось, ничего не менять и следовать плану. Если ты попадешь в шторм, следуй плану. Но самолет же упадет! Вам нужен пилот, который следует стандартам в нормальных условиях, но адаптируется при любых отклонениях от стандарта.
Люди в системе TPS нуждаются в лидерах, которые будут мотивировать их к поддержанию и совершенствованию стандартов. На свете мало людей, которые настолько самодисциплинированны, чтобы самостоятельно поддерживать движение к самосовершенствованию.
Сегодня бережливое производство стало глобальным явлением. Бережливое производство, шесть сигм, бережливое производство + шесть сигм – много чего придумано, но, к сожалению, чаще всего мы видим лишь тень производственной системы Toyota. Идя, например, по заводу, офису или гостинице, можно увидеть плакаты, графики и системы о внедрении системы вытягивания. С точки зрения производственной культуры это – артефакты. Попытка их понять напоминает расшифровку смысла рисунков на вазе I века. За этими артефактами и поведением людей, если копать глубже и попытаться понять их значение, лежат нормы и ценности.
Нормы и ценности слишком часто трактуются как «Соблюдай правила, добивайся целей». Такое отношение создается и поддерживается экспертами по управлению проектами. Это рождает бюрократизм. Именно строгий бюрократизм создавал Фредерик Тейлор в своей теории научной организации труда. Он был убежден, что только промышленные инженеры должны думать, а бригадиры должны следить, чтобы рабочие следовали стандартам, созданным промышленными инженерами. В этой системе, где рабочие не должны думать, не было места изменениям, пока у инженеров не появится новых идей. А инженеры часто работали сразу на несколько заводов, и их было слишком мало, чтобы постоянно совершенствовать что бы то ни было.
Наиболее важная часть производственной системы Toyota – это «уважение к людям», которая часто неправильно трактуется как «уважение к акционерам». Они ведь собственники бизнеса и должны рассчитывать на ежеквартальную отдачу, так ведь? Это ведет к тому, что следует работать над повышением стоимости акций и любое развитие людей и совершенствование процессов должны вести к повышению рентабельности инвестиций (return on investment, ROI).
Если вы не получаете возврат от инвестиций, их не следует делать. Это означает выбор только проектов, имеющих четкие прямые цели и отдачу. Потратьте деньги на получение результата и отчитайтесь за них в деньгах, сэкономленных для акционеров. Самый очевидный путь сохранения денежных средств – сокращение затрат на персонал, то есть сокращение численности сотрудников. Эта идея далека от построения профессионализма и движения к совершенству. Как говорит Toyota, если вы боретесь за совершенство, вы постоянно совершенствуете товары и услуги, производите больше продукта за меньшие деньги и удовлетворяете своих клиентов, и все это приносит прибыль. Первая мысль: удовлетворяйте клиентов и получайте прибыль. Вторая мысль: применение методов кайдзен позволит вам сократить затраты. Безусловно, цели по безопасности, качеству и развитию персонала также есть. Устраняйте брак, устраняйте потери – и вы сократите затраты. Решайте проблемы по безопасности, устраняйте потери – и вы сократите затраты. Однако, если вы просто скажете, что ничего не будете делать, пока затраты на улучшения не будут оправданны, вы никогда не сможете инвестировать в людей, процессы и продукт, у вас не будет удовлетворенных клиентов, в конечном итоге вы выдохнетесь, и организация будет вынуждена покинуть рынок.

Что же мы понимаем под производственной системой Toyota? Когда мы думаем о TPS, мы сразу же представляем производство, инструменты и машины, но в действительности TPS этого никогда не подразумевала. Один из студентов Тайити Оно сказал: «Мы в Toyota совершили ошибку. Мы не должны были называть ее производственной системой Toyota. Мы должны были назвать ее думающей производственной системой, потому идея как раз в том, чтобы сделать все возможное, чтобы заставить людей думать». Даже в простом процессе канбан, визуальном сигнале готовности принять продукт или информацию, есть мыслительный процесс. На каждом контейнере есть карточка канбан, и, если я вижу контейнер без карточки, я должен задуматься, почему контейнер был перемещен без канбан. Скажем, у меня 10 ящиков с запасами и я убрал один канбан, оставив девять ящиков. Теперь все процессы надо выполнять быстрее, что снова заставляет меня думать, как этого достичь. Суть TPS, с одной стороны, в обнаружении проблем, а с другой – в поиске и применении решения, ведь именно так вы учитесь и постоянно совершенствуетесь (рис. 1.6).