
Полная версия:
А. Г. Лиакумович Научно-практические основы процесса дегидрирования этилбензола в присутствии водяного пара, полученного из воды, подвергнутой физическому воздействию
- + Увеличить шрифт
- - Уменьшить шрифт

Юнусова Л.М., Лиакумович А.Г.
Научно-практические основы процесса дегидрирования этилбензола в присутствии водяного пара, полученного из воды, подвергнутой физическому воздействию. Монография
ВВЕДЕНИЕ
Cтирол − один из важнейших продуктов нефтехимии, сырье для получения полистирола и различных сополимеров. Производство стирола (СТ) − крупнотоннажное, мировые мощности по СТ в настоящее время составляют свыше 30 млн. т/год [1].
90 % мирового производства СТ получают дегидрированием этилбензола (ЭБ). Процесс проводят на железооксидном катализаторе (ЖОК) в газовой фазе при температуре 580-630 °C. Для смещения равновесия реакции в сторону образования продуктов, ЭБ разбавляют водяным паром в массовом соотношении 1:3 [2]. Использование большого количества перегретого пара делает этот процесс дорогостоящим. Проблемы интенсификации процесса дегидрирования ЭБ в СТ, как правило, решаются использованием усовершенствованных катализаторов или оптимизацией технологических параметров и конструкций аппаратов. Изучению этих путей посвящено большое количество работ, но, к сожалению, возможности этих вариантов ограничены.
В настоящее время широкое распространение в химической технологии приобретают методы физического воздействия на химические реакции. Появились такие новые области химии, как микроволновая химия, звукохимия, плазмохимия, химия ударных волн. С каждым годом увеличивается количество сообщений об успешном применении физических воздействий для проведения или ускорения химических реакций. Установлено, что физические воздействия ускоряют химические процессы иногда в 100 раз, увеличивают выход продукта реакции и при этом требуется гораздо меньше энергии. В связи с этим, одним из путей решения проблемы интенсификации производства СТ может быть переход на новые технологии, использующие физические явления. В данной работе рассмотрены предпосылки и результаты использования физических воздействий в процессе дегидрирования ЭБ.
СОКРАЩЕНИЯ
Ак – акустика
ВЧ – высокочастотное
ГЖХ − газожидкостная хроматография
ДАК – динитрил азобисизомаслянной кислоты
ДС −диссипативная структура
ЖОК – железооксидный катализатор
ЗВ − звук
ИК-спектр – инфракрасный спектр
МВИ – микроволновое излучение
НЧ МК – низкочастотные механические колебания
ОВП – окислительно-восстановительный потенциал
ПМ – предэкспоненциальный множитель
ПМП – постоянное магнитное поле
САОА − суммарная антиоксидантная активность
СВЧ – сверхвысокая частота
СТ – стирол
УВ – углеводород
УЗ – ультразвук
УЭП – удельная электропроводность
ЭБ – этилбензол
ЭМИ – электромагнитное излучение
ЭМП – электромагнитное поле
1ИСТОРИЧЕСКИЕ АСПЕКТЫ РАЗВИТИЯ ПРОЦЕССА ДЕГИДРИРОВАНИЯ ЭТИЛБЕНЗОЛА. ИСПОЛЬЗОВАНИЕ ФИЗИЧЕСКИХ ВОЗДЕЙСТВИЙ В ХИМИЧЕСКОЙ ТЕХНОЛОГИИ
1.1 Основные этапы развития процесса дегидрирования этилбензола
С появлением крупнотоннажных производств мономеров, масштабы которых непрерывно растут (так, мощности по СТ возросли от 25 тысяч т до 500 тысяч т на одном единичном агрегате), идет непрерывный поиск и исследование путей повышения эффективности этих процессов. Действительно, при таких масштабах увеличение выхода продукта хотя бы на 1 % приводит к получению дополнительной прибыли в несколько десятков млн. рублей.
Рассмотрим в общих чертах пути, которые прошла промышленность дегидрирования ЭБ в СТ за последние 30-40 лет.
Первоначально все исследования были направлены на поиск нового катализатора дегидрирования ЭБ для замены немецкого катализатора на основе оксида цинка, т.к. выход СТ на этом катализаторе был невелик. Причем катализатор очень быстро закоксовывался и требовалась регенерация каждые 3-4 часа.
В середине 70-х годов Воронежский филиал НИИМСК предложил более активный цинковый катализатор. Практически одновременно группа исследователей из НИИМСК «Ярсинтез» (ныне ОАО НИИ «Ярсинтез») под руководством Г.Р. Котельникова впервые в нашей стране предложили ЖОК. Этот катализатор состоял из Fe2O3, был промотирован оксидом калия и хрома.
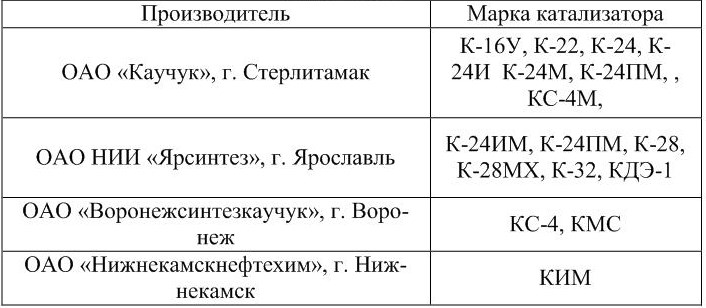
По мере изучения свойств ЖОК, они начали применяться и для дегидрирования изоамиленов в изопрен. Позже несколько фирм в России начали готовить на основе этого катализатора свои марки ЖОК, промотированные соединениями II-IV, VI групп периодической системы [3, 4] (табл. 1.1), но выход СТ оставался практически на таком же уровне.
Отличительной особенностью этих катализаторов является способность работать без регенерации в течение длительного времени в присутствии водяного пара. Они широко используются в промышленности дегидрирования и в настоящее время. Природа каталитического действия таких сложных систем является предметом постоянного изучения, поскольку возможность понять и научиться управлять формированием каталитических свойств является весьма привлекательной [5-16].
Таблица 1.1
Основные производители и марки катализаторов дегидрирования
Российскими и зарубежными исследователями с применением различных физических и химических методов было установлено, что в условиях реакции ЖОК представляет собой комбинацию различных фаз, основными из них являются: гематит (Fe2O3), магнетит (Fe3O4), моноферрит калия (KFeO2), полиферрит калия (K1+xFeIIxFeIII11xO17), а также твердые растворы промоторов в указанных основных фазах [17-21]. Эта сложная каталитическая система находится в постоянном взаимодействии с реакционной средой, происходит непрерывный обмен электронами – окисление-восстановление. Сам процесс и катализаторы относятся к окислительно-восстановительному типу.
Разработка ЖОК была крупным скачком в промышленности дегидрирования ЭБ, его применение требовало нетрадиционного подхода к конструкциям реакторов. При таком большом выходе СТ, с учетом эндотермичности реакции, традиционный предварительный подогрев сырья и пара уже не обеспечивал требуемое количество тепла реакции. По мере продвижения реакционной массы по реактору наблюдалось снижение температуры катализатора по высоте слоя на 30-40 °C, что, в свою очередь, снижало активность катализатора и выход целевого продукта. Поэтому были созданы новые реакторы дегидрирования. Ряд таких схем приведен на рисунке 1.1.

Рисунок 1.1 − Реакторы дегидрирования ЭБ: а – адиабатический; б – изотермический с промежуточным подогревом реакционной смеси; в – трехсекционный блок адиабатических реакторов с промежуточным подогревом реакционной смеси
Наибольшее распространение получил адиабатический вариант реакторного узла, отличающийся простотой конструкции, легкостью управления и практически не имеющий ограничений по мощности единичных агрегатов [22]. С целью получения более высокой степени превращения ЭБ в СТ повышают температуру реакционной смеси. Для этого используют реакторы, как правило, с двумя или иногда тремя промежуточными нагревателями. Перегретый пар подается вместе с ЭБ. На современных адиабатических установках дегидрирования, работающих при давлении 41 кПа, на выходе со второго реактора селективность достигает 97 % при конверсии ЭБ 60-70 % [23].
В России из всех возможных схем применяется реактор с коаксиальным слоем катализатора и промежуточным подогревом. Достоинством такой конструкции является возможность создания агрегата практически любой производительности, определяемой высотой слоя катализатора [24, 25].
В тоже время учеными был предложен ряд технологий, позволяющих интенсифицировать процесс дегидрирования ЭБ:
– дегидрирование в мембранных реакторах [26]. На реакторах, оснащённых Pd мембранами, конверсия ЭБ выше на 10-15 % по сравнению с реакторами со стационарным слоем катализатора [27]. Это достигается за счёт мгновенного отвода водорода через стенки Pd-мембраны. Однако из-за чрезмерно высокой цены Pd мембраны не могут быть использованы в промышленных масштабах;
– окисление образующегося водорода [28]. Технология разработана Universal Oil Products, осуществлена в демонстративном масштабе в подразделении Mitsubishi Chemical в Японии. Особенностью технологии является наличие между реакторами дополнительного малого реактора с палладиевым цеолитным катализатором гидрирования кислорода, специально подаваемого в реактор. Взаимодействие кислорода с водородом, образовавшимся в процессе дегидрирования, является экзотермической реакцией и сопровождается выделением тепла. Таким образом, во-первых, вводится дополнительное тепло, необходимое для проведения реакции, путем промежуточного подогрева контактного газа, во-вторых, выводится водород из зоны реакции, сдвигая ее равновесие вправо. Однако сведений о промышленной реализации этого процесса в литературе нет. Очевидно, возникли сложности, связанные с созданием катализатора сгорания водорода.
Следующим этапом развития процессов дегидрирования можно считать успешный пуск в октябре 2003 г. на ОАО «Салаватнефтеоргсинтез» производства СТ мощностью 200 тыс. т/г вакуумным дегидрированием [29]. Технология была разработана российскими учеными под руководством Г.Р. Котельникова. Низкое соотношение [водяной пар]: [ЭБ] (менее 2,0:1 по массе) и высокий уровень конверсии ЭБ (до 70 %) обеспечивают низкие эксплуатационные затраты энергосредств, а высокие показатели селективности по СТ (до 95 % в промышленных условиях), обеспечивают низкий расход исходного сырья на производимый СТ.
Однако расчет равновесных выходов СТ при дегидрировании ЭБ при разных температурах и степенях разбавления водяным паром показывает, что теоретически возможно достижение 80-90 % выхода СТ [30]. Во всех вышеизложенных методах не был достигнут термодинамический максимум. Резерв составляет около 10 %.
Успешное внедрение вакуумного дегидрирования в промышленности означает начало перехода процессов нефтехимии на новый уровень, т.к. основные процессы, такие, как пиролиз, каталитический крекинг, дегидрирование парафиновых углеводородов (УВ), протекают с увеличением объема, и проведение этих процессов под вакуумом позволит значительно увеличить выход целевых продуктов. Единственная проблема подобных технологий – высокая стоимость компрессоров и сложности, связанные с их эксплуатацией.
Однако существуют попытки и другого подхода решения этой проблемы, заключающегося в использовании внешних физических полей в качестве дополнительного источника энергии.
1.2 Повышение эффективности процессов воздействием физических полей
По мере развития физики высоких энергий возникли подходы, подразумевающие передачу энергии либо катализатору с целью подвода тепла реакции [31], либо продуцирование ионов, радикалов или других активных частиц, которые могли бы быть инициаторами [32], либо структурные изменения реагентов, отличные от традиционных [33]. Вполне объективно, что родилась область химии, которая исследует протекание химических реакций под воздействием физических и механических полей.
Первоначально это были работы группы ученых под руководством К.С. Минскера, связанные с турбулизацией потоков, когда ускорялись массообменные процессы и, следовательно, увеличивались выходы продуктов [34]. Ими предложен аппарат типа инжектора, в цилиндрической части которого происходило смешение одного или двух потоков реагентов на огромной скорости. Такое смешение приводило к сильному ускорению реакции. Однако подобные конструкции трудноосуществимы для аппаратов большой единичной мощности, что побудило исследователей обратиться к воздействию электрических, магнитных, электромагнитных полей (ЭМП) сверхвысоких частот (СВЧ), плазмы, акустики (Ак) [35, 36]. Так возникло новое направление химии, основанное на ускорении химических процессов, а в науке и практике утвердились методы воздействия на химизм реакций и способы интенсификации. Из них наиболее прочное место удерживают плазмо-, звукохимия, МВИ, кавитация, воздействие магнитными и ЭМП.
По нашему мнению, наиболее предпочтительно из этих путей использование МВИ и Ак, т.к. вырисовываются конструкции промышленных аппаратов. Поэтому в своих исследованиях мы решили изучить возможность применения МВИ и Ак для интенсификации химических процессов на примере дегидрирования ЭБ.
1.2.1 Применение микроволнового излучения в химии и химической технологии
МВИ или СВЧ излучением, или дециметровыми, сантиметровыми, миллиметровыми волнами называют электромагнитное излучение (ЭМИ) с частотой приблизительно от 300 МГц до 300 ГГц или длиной волны от нескольких миллиметров до нескольких метров. МВИ используется в телекоммуникационной связи, а также в радиолокации. Международным соглашением для лабораторных и бытовых микроволновых печей выделены частоты 2450 МГц (λ = 12,2 см) и 915 МГц (λ=32,7 см) [37, 38].
В органической химии МВИ начало применяться сравнительно недавно. Первая новаторская публикация – малоизвестный патент Bhargava Naresh’а (BASF, Канада), связанный с использованием микроволновой энергии для получения сложноэфирного пластификатора, появилась в 1981 г. Затем в 1986 г. появились две известные статьи исследовательских групп R. Gedye и R. Giguere. Авторами описаны некоторые реакции, завершающиеся в течение нескольких минут, которые проводились в герметичной посуде (стекло или тефлон) в микроволновых печах.
В литературе представлены порядка 2500 тысяч публикаций, посвященных микроволновой активации в органическом синтезе. Главные результаты собраны в исчерпывающих обзорах и книгах [39-49]. В России впервые такая обзорная книга была выпущена башкирскими учеными под руководством Д.Л. Рахманкулова, в которой обобщены и систематизированы результаты исследований использования МВИ как источника энергии для проведения ряда процессов в химии, химической, нефтехимической и нефтяной отраслях промышленности.
Впечатляющий рост использования данного метода, несомненно, связан с развитием новых специальных реакторов, позволяющих четко контролировать и воспроизводить процессы с применением МВИ, а также с повышением интереса промышленных и фармацевтических лабораторий. Однако достоверные данные об эффективности применения МВИ можно получить лишь при строгом сравнении реакций, проводимых с использованием МВИ с реакциями проводимых в традиционных условиях (реакционная среда, температура, время, давление) [50-52]. Для этого предпочтительнее использовать мономонодовый микроволновый реактор, который фокусирует волну, при этом возможен более четкий контроль температуры на протяжении всей реакции [53]. Основанное на таком строгом сравнении утверждение делает применимым МВИ для различного типа реакций и условий эксперимента.
Взаимодействие микроволнового излучения с веществомМВИ может взаимодействовать с веществами, находящимися в газообразном, жидком или твердом состоянии. Наибольший интерес вызывает взаимодействие МВИ с жидкими и твердыми веществами. Заметное поглощение МВИ наблюдается при облучении многих жидкостей и жидких растворов. Особенно сильное поглощение наблюдается в случае воды и водных растворов.
Конец ознакомительного фрагмента.
Текст предоставлен ООО «ЛитРес».
Прочитайте эту книгу целиком, купив полную легальную версию на ЛитРес.
Безопасно оплатить книгу можно банковской картой Visa, MasterCard, Maestro, со счета мобильного телефона, с платежного терминала, в салоне МТС или Связной, через PayPal, WebMoney, Яндекс.Деньги, QIWI Кошелек, бонусными картами или другим удобным Вам способом.